| Index |
 Index forum
Index forum |
 Autentificare
Autentificare |
 Inregistrare
Inregistrare
|
 Cine este online
Cine este online |
 Galerie imagini
Galerie imagini
|
 Calendar evenim.
Calendar evenim. |
 Cautare detaliata
Cautare detaliata |
 Ghid forum
Ghid forum |
Colaboratori
Te intereseaza un domeniu al astronomiei si ai vrea sa scrii pentru siteul nostru? Alatura-te echipei noastre.
| Statistici forum |
| › |
Numar total de mesaje in forum: 235244 |
| › |
Numar de utilizatori inregistrati: 2859 |
| › |
Cel mai nou utilizator inregistrat: Savoia |
| › |
|
| › |
Cei mai multi utilizatori conectati au fost 830 la data de Mar Iun 03, 2025 |
| › |
|
| › |
Actualmente sunt 0 utilizatori pe chat
|
| › |
Aceste date se bazeaza pe utilizatorii activi de peste 5 minute |
|
| Legenda |
 |
Mesaje noi |
 |
Nu sunt mesaje noi |
 |
Forumul este inchis |
|
|
| Subiectul anterior :: Subiectul urmator |
|
| Autor |
Mesaj |
valy
Membru


Data inscrierii: 21 Iul 2005
Mesaje: 11314
Localitate: Bucuresti
|
| Trimis: 22 Mai 2017 11:40 Download mesaj |
| Titlul subiectului: |
") |
|
|
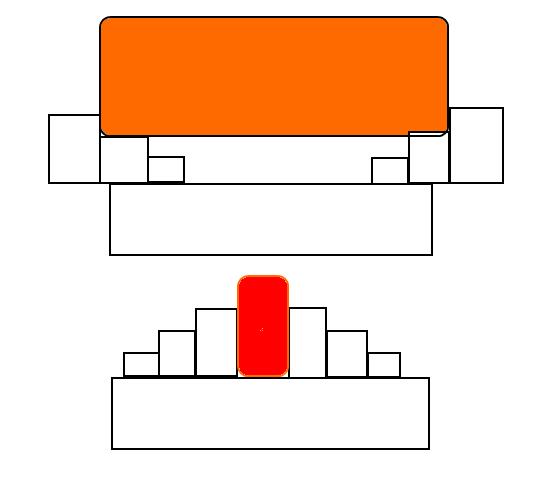
Oare ce ar fi mai util pt. a4-a axa?
| Descriere: |
|
| Marime fisier: |
49.67 kb |
| Vizualizat: |
de 10262 ori |

|
| Descriere: |
|
| Marime fisier: |
52.14 kb |
| Vizualizat: |
de 10262 ori |

|
| Descriere: |
|
| Marime fisier: |
353.31 kb |
| Vizualizat: |
de 10262 ori |

|
|
|
| Sus |
|
 |
Erwin
Moderator


Data inscrierii: 02 Aug 2008
Mesaje: 9733
Motto: panta rhei
Localitate: Bucuresti
|
| Trimis: 23 Mai 2017 09:06 Download mesaj |
| Titlul subiectului: |
| |
|
|
Depinde ce vrei să faci cu ea. Ai un cap de strunjire cu care poți strunji cam orice, cred că și filete, un cap divizor cu care poți face găuri precise sau roți dințate iar al treilea nu știu precis pentru ce este, bănui că tot pentru strunjire dar nu se vede acționarea. La primul aș avea o obiecție: nu poți strunji piese din bară sau țeavă mai lungă pentru că axul nu are gaură centrală. Ar trebui unul cu motorul montat paralel cu axa și cu o transmisie, eventual dotată cu roți de schimb și cuplaj pentru un arbore conducător pentru filetare.
_________________
bino: 8x22, 7x42, 10x50, 10x80, spotting: 10x46, 20x60
Telescoape RFT70 F/4, 80/900, RFT 110 F/5.5, Meade 90 F/10, ED80 F/6
MTO-11CA 100/1000, Cass Clasic 8"F/15, dobson newt.158/1240 DH, 4"F/4.6
piston AZ mount (R), Vixen GP, minidob |
|
| Sus |
|
|
katran
Membru

Data inscrierii: 21 Iul 2014
Mesaje: 477
Localitate: Bucuresti
|
| Trimis: 23 Mai 2017 10:12 Download mesaj |
| Titlul subiectului: |
| |
|
|
Man , pentru masina ta cel mai OK ar fi prima varianta ( axa rotativa cnc ) .
Presupun ca include si driverul aferent ... doar conectezi firele step/dir si alimentezi
dracia si gata ... Cu softul potrivit , poti sa faci orice , practic ai patru axe de miscare , poti sa faci
si statuete ... ca nu are through hole nu-i o problema , oricum nu cred ca-ti trebuie ... poti sa-ti
crosetezi o papusa fixa si prinzi si piese lungi ... te limiteaza doar clearance sub gantry pentru
diametrul maxim al piesei ...
Varianta 2 ( masa rotativa manuala ) implica retrofit cnc , cu tot ce inseamna asta ... design , motor
universal / sistem de prindere , etc ... plus ca nu scapi de backlash / jocul radial ...plus ca centrul
de rotatie e prea sus , si o sa ai o problema cu marimea diametrului de prelucrat ... Bani in plus ,
munca in plus , timp pierdut ...
Varianta trei ( capul divizor ) iese complet din discutie ...chestia aia se preteaza la prelucrari pe
masini manuale , nu la retrofit cnc . Acolo ai doua axe de rotatie ... de fapt toata chestia e o
menghina sinus ( posibilitate de inclinare ) cu o masa rotativa atasata . Problema ta cea mai mare
este ca dracia e construita in sistem imperial , si va trebui sa faci niste cascadorii sa corelezi
masuratorile ... Eu nu as lua in considerare varianta asta sub nici o forma .
In concluzie , cel mai practic e sa cumperi axa rotativa cnc ( prima varianta ) . E gata construita ,
ready to go , suficient de precisa pentru hobby , si scapi de o gramada de belele .
cheers.
|
|
| Sus |
|
|
valy
Membru
Data inscrierii: 21 Iul 2005
Mesaje: 11314
Localitate: Bucuresti
|
| Trimis: 23 Mai 2017 10:40 Download mesaj |
| Titlul subiectului: |
| |
|
|
Corect, multumesc pt. explicatii, cred ca varianta 1 e cea mai ok.
Doar ca mandrina e cam mica la modelul respectiv, intrebare: falcile pot fi puse invers astfel incat sa prinda diametre mai mari?
| Erwin a scris: | | .. iar al treilea nu știu precis pentru ce este, bănui că tot pentru strunjire dar nu se vede acționarea. ... |
E cap divizor, imi placea ca se inclina la unghiuri diferite:
http://i.ebayimg.com/images/g/UfEAAOSw44BYftLT/s-l1600.jpg
| Descriere: |
|
| Marime fisier: |
16.5 kb |
| Vizualizat: |
de 10194 ori |
|
|
|
| Sus |
|
|
Erwin
Moderator
Data inscrierii: 02 Aug 2008
Mesaje: 9733
Motto: panta rhei
Localitate: Bucuresti
|
| Trimis: 23 Mai 2017 12:24 Download mesaj |
| Titlul subiectului: |
| |
|
|
Nu cred. Ai nevoie de două seturi de bacuri, unul pentru interior altul pentru exterior.
_________________
bino: 8x22, 7x42, 10x50, 10x80, spotting: 10x46, 20x60
Telescoape RFT70 F/4, 80/900, RFT 110 F/5.5, Meade 90 F/10, ED80 F/6
MTO-11CA 100/1000, Cass Clasic 8"F/15, dobson newt.158/1240 DH, 4"F/4.6
piston AZ mount (R), Vixen GP, minidob |
|
| Sus |
|
|
valy
Membru
Data inscrierii: 21 Iul 2005
Mesaje: 11314
Localitate: Bucuresti
|
| Trimis: 23 Mai 2017 18:56 Download mesaj |
| Titlul subiectului: |
| |
|
|
Am gasit asta, nu are driveri dar cred ca merge sa inlocuiesc una din axe cu cea rotativa, deci reutilizez comanda existenta, softul crede ca misca liniar doar ca ea se misca circular, ce o iesi... 
Nu vad sa fie o problema ca este pe curea.
| Descriere: |
|
| Marime fisier: |
31.87 kb |
| Vizualizat: |
de 10143 ori |

|
| Descriere: |
|
| Marime fisier: |
46.17 kb |
| Vizualizat: |
de 10143 ori |

|
| Descriere: |
|
| Marime fisier: |
54.58 kb |
| Vizualizat: |
de 10142 ori |

|
|
|
| Sus |
|
|
jimao22
Moderator

Data inscrierii: 12 Apr 2010
Mesaje: 2919
Motto: [descopera lumina]
Localitate: Ploiesti
|
| Trimis: 23 Mai 2017 20:42 Download mesaj |
| Titlul subiectului: |
| |
|
|
Bacurile sunt de doua feluri, asa cum se vede in ultima ta poza. Nu poti suci bacurile normale ca sa prinzi piese de diametre mari - pur si simplu nu merge, filetul radial este invers.
_________________
https://astrodata.wordpress.com/ |
|
| Sus |
|
|
valy
Membru
Data inscrierii: 21 Iul 2005
Mesaje: 11314
Localitate: Bucuresti
|
| Trimis: 15 Iul 2019 12:20 Download mesaj |
| Titlul subiectului: |
| |
|
|
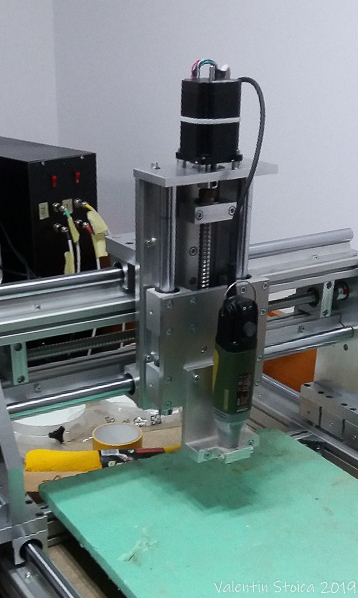
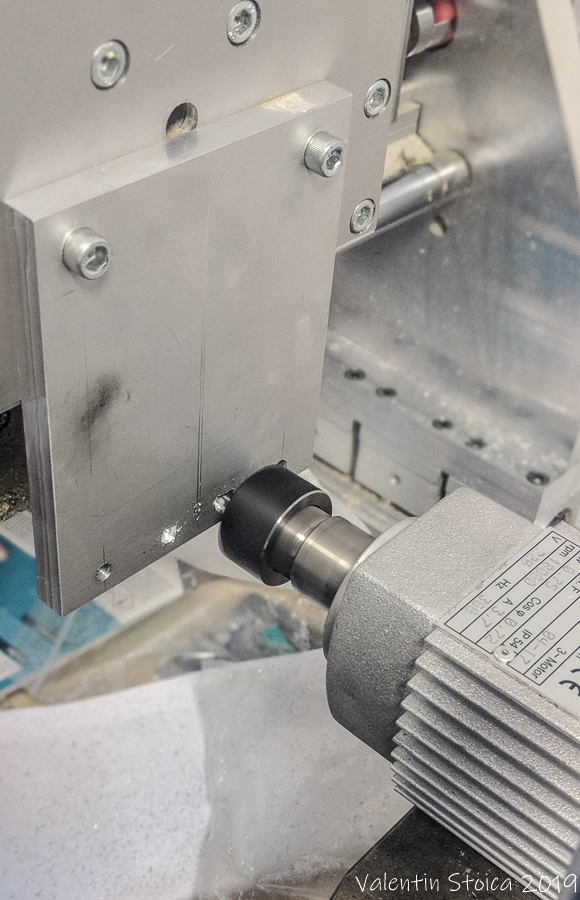
Dupa o experienta relativ ok cu Proxxonul am instalat un upgrade de motor, avantaj important pe partea de viteza, posibil calitate (vibreaza mai mai putin spre deloc) si posibilitate de a monta freze mai mari de 3mm diametru. Noua freza si-a pregatit singura locul, dupa o prima operatiune de frezare se pare ca musca cu mai multa pofta din aluminiu, vibreaza mai putin, posibil sa reziste si mai mult la lucrari de durata, proxonnul se cam incingea, nu avea nici puterea necesara daca exageram cu incarcarea (adancimea de frezare) desi frezam cu 3mm. Operatia a reusit, pacientul a supravietuit
| Descriere: |
|
| Marime fisier: |
181.08 kb |
| Vizualizat: |
de 8371 ori |
|
| Descriere: |
|
| Marime fisier: |
385.08 kb |
| Vizualizat: |
de 8371 ori |
|
| Descriere: |
|
| Marime fisier: |
374.17 kb |
| Vizualizat: |
de 8371 ori |

|
|
|
| Sus |
|
|
Erwin
Moderator
Data inscrierii: 02 Aug 2008
Mesaje: 9733
Motto: panta rhei
Localitate: Bucuresti
|
| Trimis: 17 Iul 2019 09:14 Download mesaj |
| Titlul subiectului: |
| |
|
|
Bravo! Un upgrade semnificativ! Spor la făcut şpan!
_________________
bino: 8x22, 7x42, 10x50, 10x80, spotting: 10x46, 20x60
Telescoape RFT70 F/4, 80/900, RFT 110 F/5.5, Meade 90 F/10, ED80 F/6
MTO-11CA 100/1000, Cass Clasic 8"F/15, dobson newt.158/1240 DH, 4"F/4.6
piston AZ mount (R), Vixen GP, minidob |
|
| Sus |
|
|
alderamin59
Membru
Data inscrierii: 26 Noi 2009
Mesaje: 313
Motto: Totul este creat de Creator.
|
| Trimis: 15 Oct 2019 19:59 Download mesaj |
| Titlul subiectului: |
| |
|
|
Bună seara.
Intru aici pentru că am văzut că sunt oameni pricepuți sper să găsesc ajutor. La un liceu din RO avem o mini freză CNC. Problema constă în ,,alterarea funcției pe Z” doar când motorul frezei este acționat. În esență capul de frezare poate face deplasări pe X și Y dar când este alimentat motorul frezei, freza se ridică din material. Cum am putea rezolva problema aceasta ? Mulțumesc
alderamin59
|
|
| Sus |
|
|
valy
Membru
Data inscrierii: 21 Iul 2005
Mesaje: 11314
Localitate: Bucuresti
|
| Trimis: 15 Oct 2019 20:11 Download mesaj |
| Titlul subiectului: |
| |
|
|
| O poza sau un film? Nu vad legatura dintre motoarele de actionare pe axele X, Y, Z si motorul frezei, sunt chestiuni independente. Dece s-ar ridica freza din material ca doar nu actionezi motorul pe Z din motorul frezei?
|
|
| Sus |
|
|
Erwin
Moderator
Data inscrierii: 02 Aug 2008
Mesaje: 9733
Motto: panta rhei
Localitate: Bucuresti
|
| Trimis: 15 Oct 2019 21:04 Download mesaj |
| Titlul subiectului: |
| |
|
|
E ciudată problema, trebuie verificat circuitul de comandă, placa de bază, poate face vreo atingere pe undeva şi dă semnale false la driverul de la motorul pe Z. Dacă sunt module separate încercaţi să inversaţi Z cu X sau cu Y să vedeţi ce se întâmplă. Bineînţeles, fără scule şi material, în aer, mişcat un pic să se vadă deplasarea.
_________________
bino: 8x22, 7x42, 10x50, 10x80, spotting: 10x46, 20x60
Telescoape RFT70 F/4, 80/900, RFT 110 F/5.5, Meade 90 F/10, ED80 F/6
MTO-11CA 100/1000, Cass Clasic 8"F/15, dobson newt.158/1240 DH, 4"F/4.6
piston AZ mount (R), Vixen GP, minidob |
|
| Sus |
|
|
alderamin59
Membru
Data inscrierii: 26 Noi 2009
Mesaje: 313
Motto: Totul este creat de Creator.
|
| Trimis: 16 Oct 2019 07:07 Download mesaj |
| Titlul subiectului: |
| |
|
|
Bună dimineața, voi pune azi un film ... mulțumesc.
alderamin59
|
|
| Sus |
|
|
alderamin59
Membru
Data inscrierii: 26 Noi 2009
Mesaje: 313
Motto: Totul este creat de Creator.
|
|
| Sus |
|
|
Stanescu Octavian
Moderator

Data inscrierii: 02 Apr 2006
Mesaje: 3651
Localitate: Timisoara
|
| Trimis: 16 Oct 2019 13:04 Download mesaj |
| Titlul subiectului: |
| |
|
|
"frezele" incropite din profile Bosch de aluminiu nu asigura precizie probabil sunt pentru placaj plastic sa tai litere pt reclame etc. Freza adevarata are batiu masiv turnat din fonta si ghidaje pe bile in otel precis rectificat . utilajul peste 500kg ca in poza de jos .
| Descriere: |
|
| Marime fisier: |
98.77 kb |
| Vizualizat: |
de 7898 ori |

|
|
|
| Sus |
|
|
|
|
| |
Nu puteti crea un subiect nou in acest forum
Nu puteti raspunde in subiectele acestui forum
Nu puteti modifica mesajele proprii din acest forum
Nu puteti sterge mesajele proprii din acest forum
Nu puteti vota in chestionarele din acest forum
Nu puteti atasa fisiere in acest forum
Puteti descarca fisiere in acest forum
|
|





